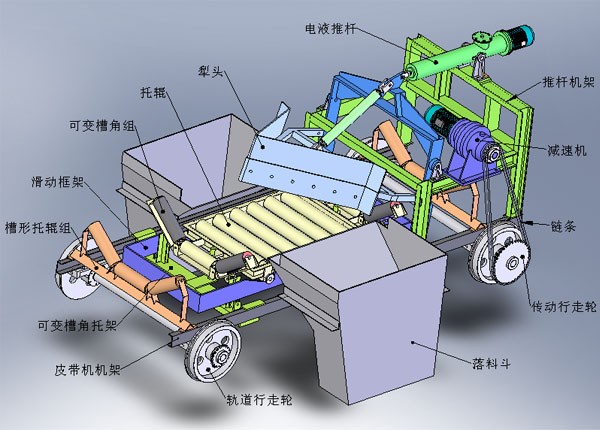
工作原理
型單雙側耐磨式犁式卸料器,是以電液推桿為動力源,工作時通過推桿伸出驅動桿,帶動框架前進完成機頭下落,并支撐起平托輥組,使膠帶工作面平直,機頭下沿與膠帶面貼合緊密,將膠帶上物料寫入斗中,送到需要場所,卸料完畢后
設備安裝調試期間,我方須派員到現場進行技術服務解決安裝調試中的問題;現場服務人員將服從試運指揮部或駐工地總代表的統一調度

我公司提供的技術服務,在設備安裝及調試階段免費提供監督安裝及服務。我公司對買方人員免費進行運行和檢修方面的培訓。
6) 我公司有健全的質量保證體系,并應隨投標書提交一份全面質量保證計劃,該計劃應包括質量保證程序、組織方式和所涉人員的明及影響項目質量的各項活動如設計、采購、制造、運輸、安裝、調試和維護等的控制。我公司需具有負責質量保證活動的專職人員。
7) 質量保證計劃必須明確下列各點:
設備出售者貨源的檢驗和控制;
所采購的設備或材料的技術文件的控制;
材料的控制;工藝控制;現場施工監督。
8) 重要的部件試運見證和質量控制活動應邀請買方的代表參加,且買方有權參加分析并糾正與買方要求不一致的活動。
9) 設備的設計充分考慮當地環境條件和使用條件的影響。
10) 我公司提出施工現場安裝注意事項及安裝質量保證方法。

可變槽角雙側犁式卸料器、可變槽角單側犁式卸料器的設計、制造、包裝、運輸、儲存、驗收符合下列有關標準、規范和有關的中國國家標準(GB)的要求:
JB/T7689-95國家機械部標準
GB985氣焊、手工電弧焊及氣體保護焊焊縫口的基本形式與尺寸
GB986埋弧焊焊縫口的基本形式與尺寸
GB1184形狀和位置公差未注公差的規定
GB2828逐批檢查計數抽樣程序及抽樣表
GB3323鋼迷人化焊對接接頭射線照相和質量分級
GB3767噪聲源聲功率級的測定工程法和準工程法
GB5677鑄鋼件射線照相及底片等級分類方法
GB6402鋼鍛材超聲縱波探傷方法
JB/ZQ428包裝通用技術條件
JB8產品標牌
GB8923涂裝前鋼材表面銹蝕等級和除銹等級
GB9286色漆和清漆、漆膜的劃格試驗
GB1764漆膜厚度測定法
GB11345鋼焊縫手工超聲波探傷方法和探傷結果分級
GB1801公差與配合尺寸至500mm孔、軸公差帶與配合
GB/T14211機械密封實驗方法
GB/ZQ4286機械密封技術條件
GB12348工業企業廠界噪聲標準II類混合區評價標準
GB4208外殼防護等級分類
GB755電機基本技術要求
http://www.tjxiangri.com.cn


")





